����
ժ Ҫ����ϵͳ��Ҫ�ɴ����������߱�������PLC��ɡ�PLC��������LC200ϵ��PLC���г�����ƣ��������߱������ɼ�ѹ���¸����ߵ�ʵ��λ�ã�ѹ���¸�λ�ÿ����ڴ���������ʾ��ͬʱ�����趨��Ʒ��������ޣ���ǰѹ�Ʋ�Ʒ����ʱ������ʾ�����Ҹ��������ٵ����¸���λ�ã���������������������ߵij��ͺ�ȡ�
�ؼ��ʣ�PLC���ơ������������������塢����
һ��Ӧ�ü��
1. Ӧ�ü�����
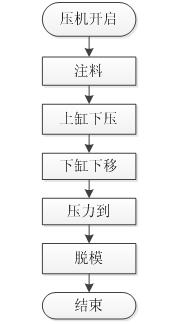
��������������������У�����������������������ѹ���豸���ǹ��ܵ�һ����Ҫʵ��ë��ѹ�ƹ��ܣ��ڲ�Ʒ��ȵ������濿�˹����е�����ѹ�����¸������������������������ѹ���¸��г�λ�ã����˹�������ѹ��ѹ��״̬���¸��г����������������ƶ���Խ��ͣ�����������Ŀ��Ʒ�ʽ����Ʒ���ʵ�ʴ���ʧ��״̬��ѹ�����Զ�ѹ�Ʋ�Ʒ�����У�����ʵ�ʺ��û�м�⣬ֻҪ�¸��г̴��������������䣬�ͱ�ʾ���߿�����������Χ�ڡ�����������ֻ�д��·�Χ�������ɲ�Ʒ�����ȶ��Բ��Ʒ��Ȳ�һ�¡�����Ʒ��ȳ�����ʱ��ֻ�����½����˹��������˹�����ѹ�����ƴ��߲�Ʒ���ȱ�����ڵ�������ʵʱ�����ҵ������̸��ӣ��ķѴ���������ʱ�䡣
����Ӧ��˵��
1.Ӧ�ù�������
ͼ1 �Զ�����ϵͳ
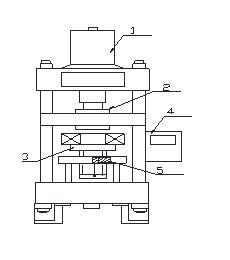
ϵͳʾ��ͼ��ͼ1��1Ϊѹ�������ܣ�2Ϊѹ�����ϸף�3Ϊѹ�����¸ף�4Ϊ���������䣬�ڲ�����PLC�����������̶���ѹ�����������ڶ�����װ�õĿ��ƣ�5Ϊ���߱��������̶���ѹ�������ϣ���������¸�λ�á�
2.��������˵����
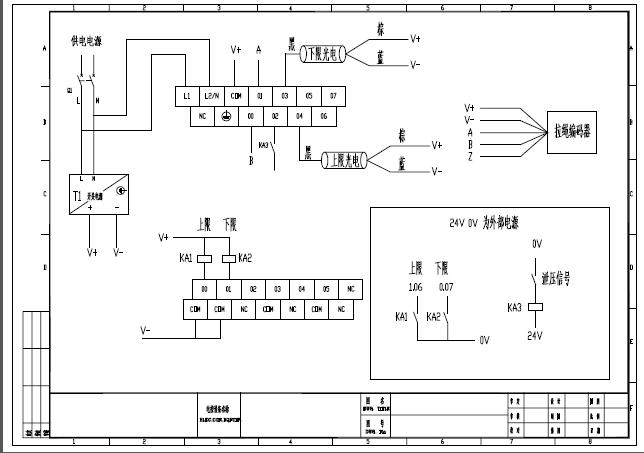
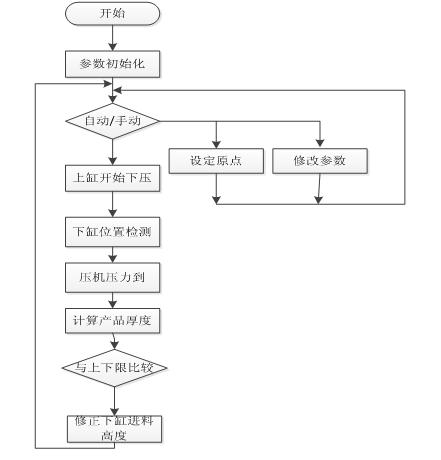
ͼ2 ��������ͼ
3.ϵͳ��Ҫ������
��ϵͳ������Ҫ���ձ����������ź��Լ��������ƣ�LC200ϵ��PLC��ȫ����ȡ�����⡢ŷķ����PLC��Ʒ�����������Ʒ�Լ۱�ռ�кܴ����ơ�
����Ӧ�õ������ʵ��
1. ���� ����ԭ��ͼ˵��
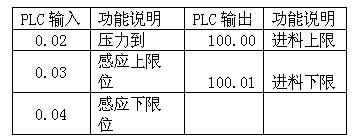
2. I/O�����
3. PLC��������ͼ
4. Ӧ���豸ͼƬչʾ